
Badania przeprowadzone przez koreański instytut KETi oraz australijski University of New South Wales ujawniły niepokojące zjawiska. Okazuje się, że nawet mikroskopijne ilości substancji uważanych za neutralne mogą w ciągu kilkuset godzin obniżyć moc panelu o kilkanaście procent. Nie bierze się to znikąd, bo HJT to układ precyzyjny, w którym to kilkumikrometrowe warstwy przewodzące i pasywacyjne pracują na granicy parametrów, a ich stabilność zależy od detali, które w fabryce uchodzą za rutynę. Najnowsze dane pokazują bowiem, że o trwałości modułu decyduje nawet sama chemia montażu i czystość kontaktu z ogniwem na etapie łączenia.
Tajemnica ciemnych plam na HJT. Winny nie promień słońca, tylko… topnik
Substancje ułatwiające lutowanie elementów metalicznych podczas montażu okazują się źródłem poważnych problemów. Śladowe pozostałości topnika i zanieczyszczenia powierzchni potrafią podnieść opór szeregowy do poziomu, przy którym wysokosprawne ogniwo przestaje oddawać energię do magistrali. Obejmuje to ciche dławienie przewodnictwa, które narasta z każdą godziną ekspozycji na ciepło i wilgoć. Wszystko przez fakt, że pozostałości topnika powodują korozję warstwy tlenku indowo-cynowego, która odpowiada za przewodzenie elektronów z ogniwa. Naukowcy odkryli, że tylna warstwa tego materiału jest szczególnie podatna na uszkodzenia ze względu na swój skład chemiczny.
Czytaj też: Wzięli nowy akumulator na tortury i wykazali, że nie boi się ognia i wody

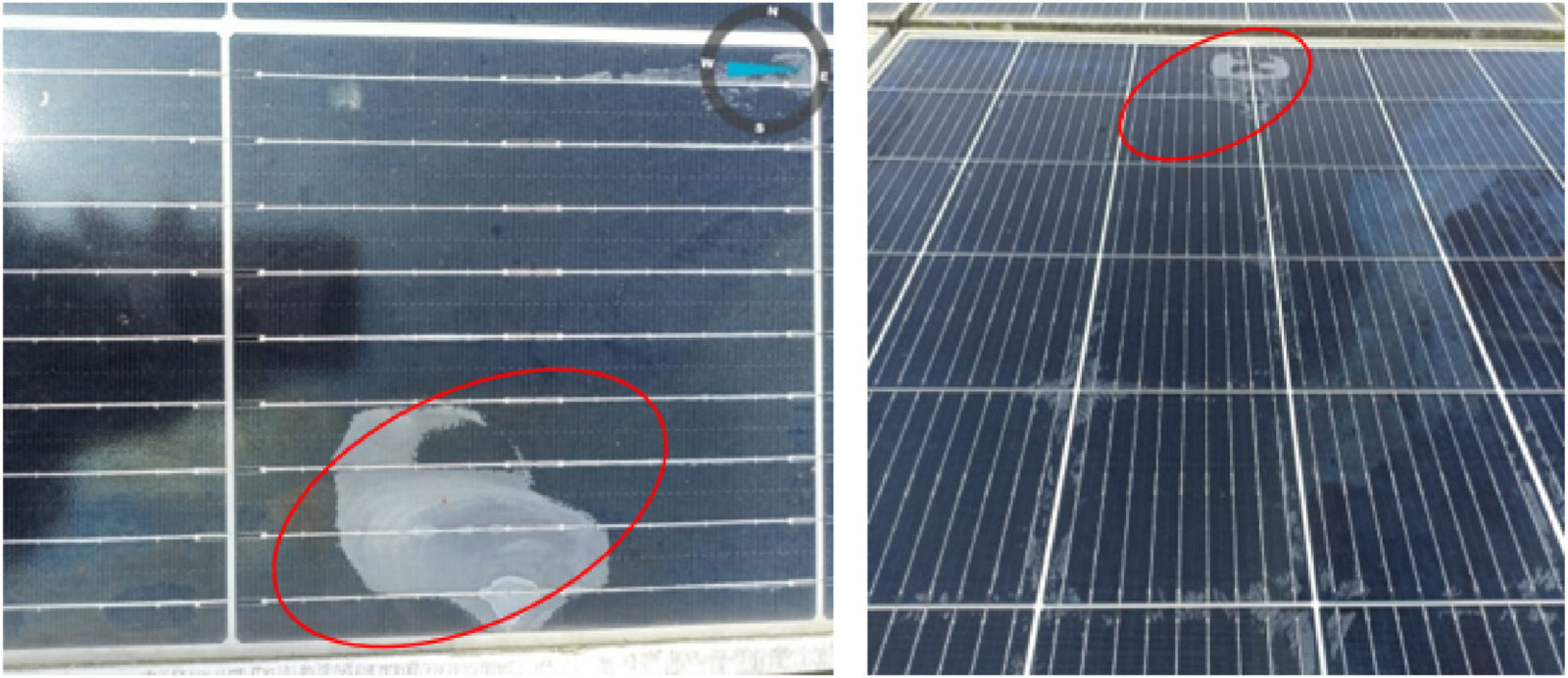
Tylna warstwa ITO zawiera więcej cyny niż przednia, co prowadzi do powstawania faz tlenku cyny. Dodatkowo charakteryzuje się większą liczbą defektów tlenowych w strukturze krystalicznej. W praktyce rezystancja tylnej warstwy ITO wzrasta do poziomu niemożliwego do zmierzenia, podczas gdy przednia warstwa pozostaje względnie stabilna. Skutki są widoczne na obrazach elektroluminescencyjnych, gdzie pojawiają się ciemne plamy już po 45 godzinach w komorze testowej z podwyższoną temperaturą i wilgotnością. Po 300 godzinach zmiany te stają się trwałe. Początkowa rezystancja tylnej warstwy wynosząca około 100 omów na kwadrat po kontakcie z topnikiem staje się niemierzalna, co oznacza wzrost o kilkaset procent.
Nie wszystkie topniki są równie szkodliwe dla ogniw HJT
Zespół z KETi przeanalizował cztery różne preparaty i wyłonił zdecydowanego lidera pod względem szkodliwości. Topnik oznaczony jako 920 okazał się najbardziej destrukcyjny. Jego kwasowość wynosi 21 mg KOH na gram, podczas gdy pozostałe topniki oscylują wokół 14-15 mg KOH na gram. To właśnie wyższa kwasowość przekłada się na największy ubytek indu, czyli kluczowego składnika warstwy ITO. W testach wykazano, że zawartość indu w przedniej warstwie ITO po kontakcie z topnikiem 920 spadła z 4,49% do 3,13%. Prawdziwa katastrofa dzieje się jednak po tylnej stronie ogniwa, gdzie udział indu spada z 3,92% do zaledwie 0,2%. Oznacza to utratę niemal całego tego pierwiastka.
Wilgoć działa jak katalizator całego procesu. Testy w komorze wilgotnego ciepła pokazały, że pełnowymiarowe moduły HJT ze standardową folią tylną tracą wydajność w zatrważającym tempie. Po 1000 godzinach ich maksymalna moc spada do około 70% wartości początkowej, a po 1500 godzinach zostaje już tylko 55%. Dla porównania, moduły z folią o niskiej przepuszczalności wilgoci utrzymują około 85% mocy po 1000 godzinach. Problem w tym, że sama laminacja nie eliminuje pozostałości topnika, a ciemne plamy degradacji pojawiają się nawet na zalaminowanych ogniwach.
Niewidoczne zanieczyszczenia z linii produkcyjnej również obniżają wydajność paneli
Topnik to nie jedyny problem w produkcji ogniw HJT. Zespół z University of New South Wales odkrył, że pięć pierwiastków może osadzać się na ogniwach podczas normalnego procesu produkcyjnego. Są to sód, wapń, magnez, chlor i siarka. Tego typu zanieczyszczenia są całkowicie niewidoczne dla oka, ale ich wpływ na wydajność jest bardzo realny. Badacze potwierdzili to zresztą, budując minimoduły HJT i TOPCon, które celowo zanieczyścili tymi pierwiastkami, a następnie poddali testom wilgotnego ciepła. Rezultaty? Utrata od 10 do 16% mocy. Co ciekawe, moduły oparte na starszej technologii PERC pozostały w dużej mierze stabilne, co sugeruje, że nowoczesne technologie są bardziej wrażliwe na czystość procesu produkcyjnego.
Mechanizmy degradacji różnią się w zależności od technologii. W ogniwach HJT zanieczyszczenia prowadzą do spadku napięcia obwodu otwartego i prądu zwarciowego poprzez wzrost rekombinacji nośników ładunku. W ogniwach TOPCon problem objawia się wzrostem oporu szeregowego w wyniku korozji metalicznych styków. Same źródła zanieczyszczeń są prozaiczne. Wymienić można rękawiczki operatorów, kasety transportowe, opakowania oraz chwytaki próżniowe, bo wszystko, co ma kontakt z ogniwem podczas produkcji, może pozostawiaćć mikroskopijne ilości tych pierwiastków. Australijscy badacze proponują proste rozwiązanie polegające na częstej wymianie rękawiczek nitrylowych, regularnym czyszczeniu kaset i chwytaków, a w razie potrzeby szybkim płukaniu wodą dejonizowaną i suszeniu azotem przed laminacją.

Kluczowe okazuje się jednak przede wszystkim odpowiednie przygotowanie topnika przed jego aplikacją. Naukowcy z KETi wykazali, że suszenie topnika w temperaturze 80-100 stopni Celsjusza przez 60 sekund, połączone z przedmuchem, może całkowicie wyeliminować problem degradacji. Próbki poddane tej procedurze nie wykazywały wzrostu rezystancji ani ciemnych plam na obrazach elektroluminescencyjnych nawet po długotrwałej ekspozycji. Wybór odpowiedniego topnika ma również znaczenie. Preparaty o niższej kwasowości powodują mniejsze uszkodzenia warstwy ITO. Trzy grosze dorzuca też walka z wilgocią, bo moduły z folią tylną o niskiej przepuszczalności wilgoci degradują się znacznie wolniej. Po 1000 godzinach w komorze wilgotnego ciepła zachowują 85% mocy, podczas gdy standardowa folia pozwala na spadek do 70%. To pokazuje, jak istotne jest odcięcie dostępu wilgoci do wnętrza modułu, ponieważ bez niej topnik nie może reaktywować swojego korozyjnego działania.
Warto zauważyć, że główną przyczyną spadku wydajności nie jest spadek prądu zwarciowego czy napięcia, ale wzrost rezystancji szeregowej i prądu upływu. Oznacza to, że ogniwo nadal generuje napięcie i prąd, ale większa część energii jest tracona na oporach wewnętrznych. Rezystancja kontaktowa po stronie przedniej może wzrosnąć z początkowych 3,3 milioma na centymetr kwadratowy do prawie 79 miliomów, co stanowi wzrost ponad 24-krotny. Dlatego też teraz producenci paneli HJT stoją przed poważnym dylematem. Z jednej strony dysponują technologią o najwyższej sprawności na rynku, a z drugiej muszą zadbać o skrupulatną czystość procesu produkcyjnego i właściwy dobór materiałów pomocniczych.
